产品中心
新闻动态
- nak80抛光效果怎样圆棒重量计算
- g2344价格表_成分性能
- 瑞典xw-10钢材
- sus630高质量
- 高耐磨高韧性模具钢
- 热锻模具钢8566
- KDF4模具钢是什么材质
- 切边模具材料,切边模具材料有哪些
- 热锻模具的材料收缩比例
- 模具钢ts520有几种型号
联系我们
邮箱:TOKAI@TOKAIS.NET
手机:0512-66159259
电话:0512-66159259
地址:苏州相城黄埭高新区东桥聚民路68号
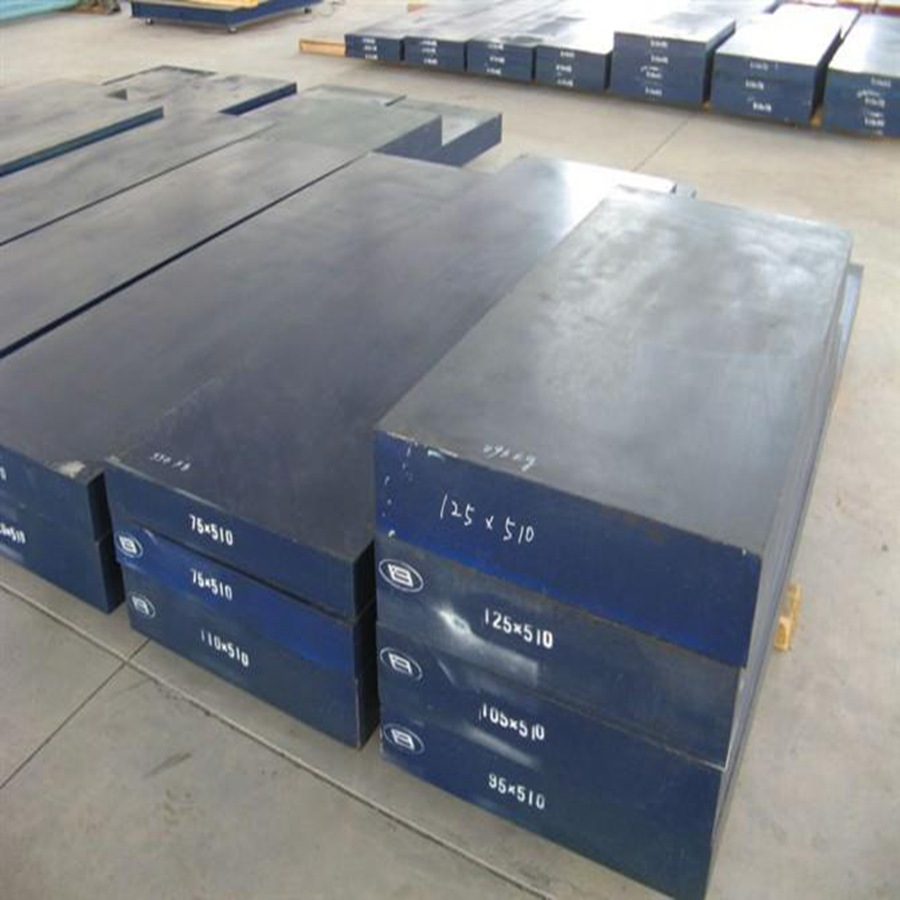
热作模具钢
H13精密模具钢
作者:admin 发布时间:2021-09-15 05:17:01点击:644
详细描述
H13 工具钢是一种用途广泛的铬钼热作钢,广泛用于热作和冷作工具应用。H13 的热硬度(热强度)可抵抗热疲劳模具应用中由于循环加热和冷却循环而发生的热疲劳开裂。由于其高韧性和抗热疲劳开裂(也称为热裂痕)的优异组合,H13 比任何其他工具钢用于更多的热作工具应用。
由于其高韧性和非常好的热处理稳定性,H13 还用于各种冷作模具应用。在这些应用中,H13 提供了比 4140 等普通合金钢更好的淬透性(通过大截面厚度的淬火)和更好的耐磨性。
也可提供电渣重熔 (ESR) 和真空电弧重熔 (VAR) 产品。重熔工艺提供了改进的化学均匀性、碳化物尺寸的细化以及机械性能和疲劳性能的相关改进。
应用:用于压铸模具、压铸压射套筒、热锻模具、挤压模具以及需要高韧性和优异抛光性的塑料模具型腔和部件的嵌件、型芯和型腔。
化学成份
CMnSiCrMoV
0.400.401.005.251.351.00
物理性质
密度: 0.280 lb/in 3 (7750 kg/m 3 )
比重: 7.75
可加工性: 1% 碳钢的 65-70%
热处理说明
硬化
临界温度:
Ac1:1544°F(840°C) Ac3:1634°F (890°C)
Ar1:1475°F (802°C) Ar3:1418°F (826°C)
预热:为了尽量减少复杂工具的变形,请使用双预热。以不超过每小时 400°F(每小时 222°C)的速度加热至 1150-1250°F(621-677°C),均衡,然后升至 1500-1600°F(816-871°C)和均衡。对于普通工具,仅使用第二个温度范围作为单独的预热处理。
奥氏体化(高温):从预热中快速加热。炉或盐:1800-1890°F (982-1032°C) 为获得更大韧性,使用 1800°F (982°C) 为获得更大硬度和抗热疲劳开裂和磨损,使用 1890 (1032°C)。在温度下浸泡 30 到 90 分钟。
淬火:空气、加压气体或温油。厚达 5 英寸(127 毫米)的截面在经过奥氏体化处理的静止空气中冷却时通常会完全硬化。厚度大于 5 英寸(127 毫米)的部分需要通过使用强制空气、加压气体或间断油淬来加速冷却,以获得更大的硬度、韧性和抗热疲劳开裂能力。
对于加压气体淬火,需要大约每分钟 50°F(每分钟 28°C)到低于 1000°F(538°C)的更小淬火速率才能获得钢的更佳性能。
对于油,淬火至黑色,约 900°F (482°C),然后在静止空气中冷却至 150-125°F (66-51°C)。
回火:淬火后立即回火。典型的回火范围是 1000-1150°F (538-621°C)。在回火温度下每英寸(25.4 毫米)厚度保持 1 小时,但至少保持 2 小时,然后空气冷却至环境温度。需要双重回火。为了更大限度地提高韧性和刀具性能,在刀具上完成所有精加工、磨削和 EDM 工作后,通常使用第三次回火作为应力消除。
退火
退火必须在热加工之后和重新硬化之前进行。
以不超过每小时 400°F(每小时 222°C)的速度加热至 1575-1625°F(857-885°C),并在每英寸更大厚度保持 1 小时;更少2小时。然后用炉子以不超过每小时 50°F(每小时 28°C)的速度缓慢冷却至 1000°F(538°C)。在炉内或空气中继续冷却至环境温度。所得硬度更大应为 235 HBS。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容,请发送邮件至tokaits@163.com举报,一经查实,本站将立刻删除。
- 上一篇:DH31S精密模具钢
- 下一篇:没有了!
新闻资讯
-
2022-12-20nak80抛光效果怎样圆棒重量计算
-
2022-12-20g2344价格表_成分性能
-
2025-07-15瑞典xw-10钢材
-
2025-07-15sus630高质量
-
2025-07-15高耐磨高韧性模具钢
-
2025-07-15热锻模具钢8566
相关产品