- nak80抛光效果怎样圆棒重量计算
- g2344价格表_成分性能
- 440C模具钢价格
- ASP30钢
- ASP30是什么牌号
- H13钢材多少钱一公斤
- 张宣高t302热作模具钢价格,张宣高科项目
- 宁波市场日本大同SKD11冷作模具钢今日价格行情(2026-07-27)
- 郑州市场美国芬可乐H11热作模具钢今日价格行情(2026-07-27)
- 常州市场美国肯纳CD750钨钢今日价格行情(2026-07-27)
邮箱:TOKAI@TOKAIS.NET
手机:0512-66159259
电话:0512-66159259
地址:苏州相城黄埭高新区东桥聚民路68号
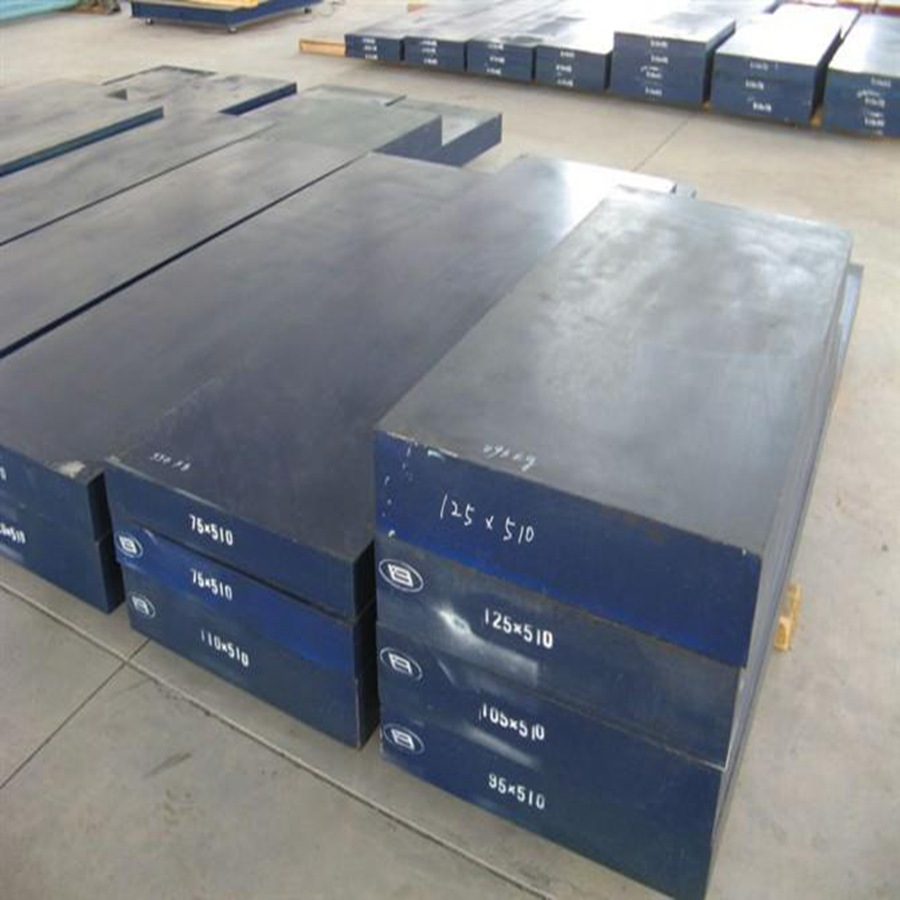
S136焠火
S136钢材以其优异的耐腐蚀性与抛光性能,广泛应用于高精度模具制造。淬火处理是提升其综合性能的关键环节。
淬火前需进行充分预热,预热温度通常设定在600℃至800℃之间。预热过程应分阶段缓慢升温,避免因温差过大导致材料内部应力集中。预热时间根据工件尺寸调整,确保内外温度均匀。
奥氏体化温度控制在1020℃至1060℃区间。温度过高易导致晶粒粗大,影响材料韧性;温度不足则无法充分溶解碳化物,降低硬度稳定性。保温时间按材料厚度计算,每25毫米约需30分钟。
淬冷介质选择对性能至关重要。高速气体冷却适用于形状复杂或薄壁工件,可有效控制变形。油冷适用于截面厚度较大部件,冷却速度适中。在保证硬度的前提下,尽量采用较缓和的冷却方式。
回火处理需在淬火后立即进行。推荐进行两次回火,**回火温度设定在520℃左右,第二次较**降低20℃。每次回火保温时间不少于2小时,确保残余奥氏体充分转变。
**相关问答**
问:S136钢材淬火后出现裂纹的可能原因?
答:主要源于加热或冷却速度过快导致的应力集中。预热不充分、奥氏体化温度过高、淬冷介质选择不当都可能引发裂纹。厚薄悬殊的工件更易出现此类问题。
问:如何检测S136淬火后的硬度是否达标?
答:建议使用洛氏C标尺检测。检测前需对试样表面进行精细打磨,确保测试面平整光洁。实际硬度值应介于48-52HRC区间,测试时需避开材料边缘和脱碳层。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容,请发送邮件至tokaits@163.com举报,一经查实,本站将立刻删除。
- 上一篇:S790材料价格
- 下一篇:ts600不锈钢成分,ts600不锈钢用途
-
2022-12-20nak80抛光效果怎样圆棒重量计算
-
2022-12-20g2344价格表_成分性能
-
2026-07-27440C模具钢价格
-
2026-07-27ASP30钢
-
2026-07-27ASP30是什么牌号
-
2026-07-27H13钢材多少钱一公斤