- nak80抛光效果怎样圆棒重量计算
- g2344价格表_成分性能
- 440C模具钢价格
- ASP30钢
- ASP30是什么牌号
- H13钢材多少钱一公斤
- 张宣高t302热作模具钢价格,张宣高科项目
- 宁波市场日本大同SKD11冷作模具钢今日价格行情(2026-07-27)
- 郑州市场美国芬可乐H11热作模具钢今日价格行情(2026-07-27)
- 常州市场美国肯纳CD750钨钢今日价格行情(2026-07-27)
邮箱:TOKAI@TOKAIS.NET
手机:0512-66159259
电话:0512-66159259
地址:苏州相城黄埭高新区东桥聚民路68号
elmax是哪里的牌号热处理硬度是多少
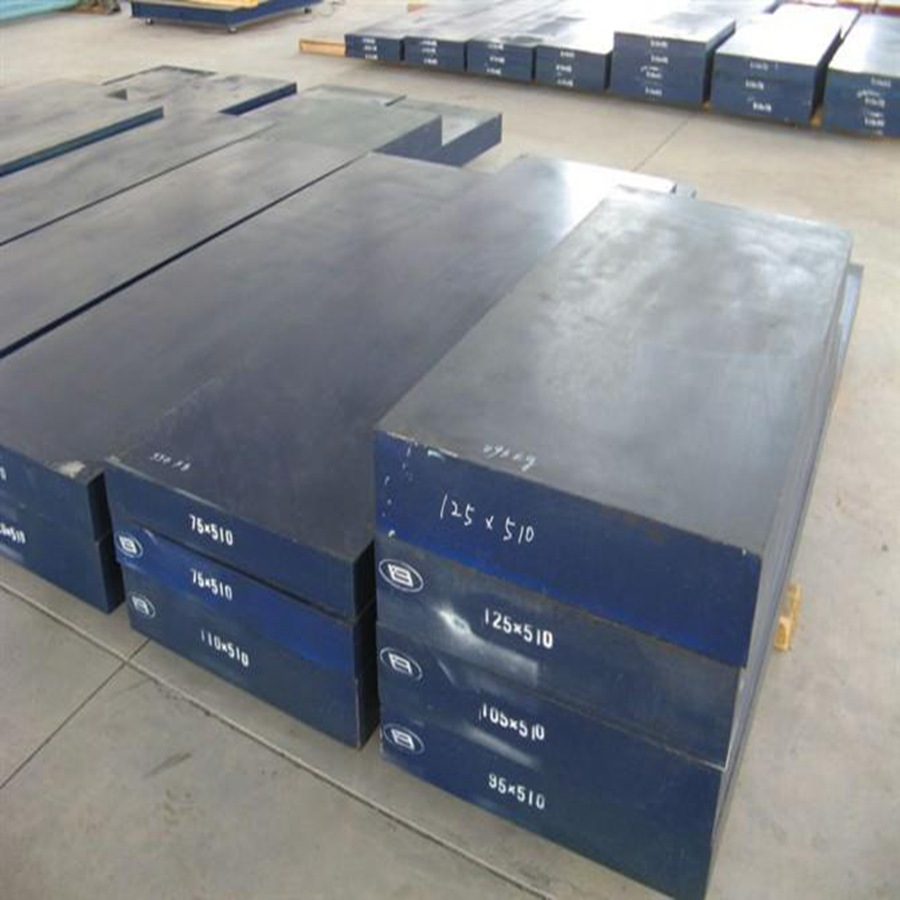
购买时可以参考相关价格表,但这只是特定时间内的价格情况,价格会有波动,具体购买以实际成本为准。高碳化物含量的ELMAX工具钢具有优异的耐磨性。因此,磨削ELMAX时,砂轮的选择和操作方法至关重要。根据工程师的说法,氮化硼砂轮是磨削大多数这种钢的*佳选择。磨高碳化物钢时elmax的牌子在哪里?砂轮应稍软,以保证其良好的自锐性能。必须记住以下几点:

1.砂轮机必须性能良好,无振动,刚性好。
3.修整氧化铝和碳化硅砂轮时,应使用锋利的锥形金刚石磨具,修整后的砂轮表面应粗糙。
4、砂轮磨削保持较高的圆周线速度。
5.地面区域应提供足够的冷却液。
6.在无冷却液磨削的情况下,选择的砂轮应比有冷却液磨削的砂轮软。
7.禁止磨削淬火后未回火的工件。
8、磨削过程中必须充分冷却,以带走大量磨削热量和侵蚀,防止砂轮堵塞和工件表面烧伤。冷却液一定要干净,不能混入磨屑或沙粒,以免使工件毛化。没完没了的不锈钢一般选择冷却性能好的乳液作为冷却液,或者使用极压添加剂、表面张力小的冷却液。流量为2040L/min,砂轮直径较大时为80L/min。
9、应及时修整砂轮,砂轮要粗修整,砂轮应始终保持锋利,以免过热烫伤。修整后的砂轮两侧边角无毛刺。
10、低表面粗糙度磨削时,粗磨和精磨应分开进行,精磨余量一般宜留0.05mm,工件装夹误差可留0.1 mm..
11、ELMAX磨削余量应较小,外圆磨削时,直径上的磨削余量为0.150.3mm,精磨余量为0。05毫米..内圆磨削的余量与外圆磨削的余量基本相同。平面磨削时,对于面积小、刚性好的零件,单边余量为0.150.2mm,对于刚性差、面积大的零件,单边余量为0。250.3毫米..苏州东锜公司始终以“不断创新技术,不断完善管理,满足客户需求,以质量拓展业务”为经营宗旨,秉承“以优质的产品和完善的服务满足客户需求,建立自己的品牌和营销网络,提高竞争力”的营销理念,坚持质量工作,经济发展,改革创新, 和团结。东锜精密模具公司的产品得到更多客户的认可,为客户创造更大的价值!
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容,请发送邮件至tokaits@163.com举报,一经查实,本站将立刻删除。
- 上一篇:sus440c是价格_是啥材质
- 下一篇:高速钢asp23哪家不错模具钢有磁性吗
-
2022-12-20nak80抛光效果怎样圆棒重量计算
-
2022-12-20g2344价格表_成分性能
-
2026-07-27440C模具钢价格
-
2026-07-27ASP30钢
-
2026-07-27ASP30是什么牌号
-
2026-07-27H13钢材多少钱一公斤